
CryoBlizzard - Next generation of freeze drying and blast freezing
HOF has developed a new process, which uses ambient air as a refrigerant that exceeds the current requirements for freeze drying and blast freezing in the long-run.
Currently, the entire industry is in upheaval due to the social and political rules and regulations in regard to climate change, generating a level of uncertainty for many operating companies. Frequently asked questions refer to the problem of environmental compatibility, official regulations and directives as well as the availability and price development of operating media. This concerns refrigeration in particular, as the established technologies in this field are increasingly restricted by political regulations, bans and shortages. For installations with a service life of more than 30 years, operating companies focus especially on future-proof design, reliability and quality of their plants. Energy efficiency, safety, selection of components, documentation and durability are also crucial factors.

HOF CryoBlizzard - a technology sets new standards
As an innovative market leader, HOF always puts emphasis on customer needs and market demands. Together with Mirai Intex (https://mirai-intex.com/de/startseite/) as a partner, the HOF CryoBlizzard has been developed as a new technology for our market segment.
A HOF freeze dryer from 1998 was retrofitted especially for this R&D project. The plant is a freeze dryer with a batch capacity of 40 kg for insulin production. Before this retrofit, refrigeration was achieved by two refrigeration sets, each containing 12 kg of the refrigerant R404A (GWP100 = 3922). The process plant was controlled by a Siemens S5 control system.

Great performance with homogeneous temperature distribution
The overall retrofit has upgraded the lyo to a new refrigeration process, the HOF CryoBlizzard and to the current S7-1500 control system. With this new process, the refrigeration system consists of redundant cold air machines which are connected to a central primary tank in a modular system. The primary tank supplies the consuming units, such as shelf stack, ice condenser or blast freezer directly with the refrigerant medium and can therefore provide large capacities with homogeneous temperature distribution, all within a very short time. The usage of such a primary tank results in the fact that the consumption of cooling water and the power remain constant and no load peaks occur during the supply. Additionally, the cooling water consumption was reduced by half.

Air as refrigerant is free of charge and always available
The cold air machines from Mirai Intex are chillers which operate with air as a refrigerant using the Brayton cycle process. The maximum overpressure in the machines is 3 bar(a) and can be compared to that in a bicycle tire. This makes these machines particularly safe and environmentally friendly. Furthermore, no special requirements result in regards to the machine room set-up, employee training and recurrent testing. And in addition to all this, air as a refrigerant is free of charge and always available, has a GWP100 value of 0 (zero) and is therefore not affected by any regulations.
“As an innovative equipment manufacturer, we knew thatwe have to come up with a new way forward - for our customers. The advantages of air as a refrigerant are obvious. Air is available, non-flammable, non-toxic and poses no risk of suffocation. Air has no GWP value and is therefore not subject to the F-Gas Regulation or any other directives. That is the future!”, says Oliver Fleischer from the refrigeration engineering and service management department at HOF.
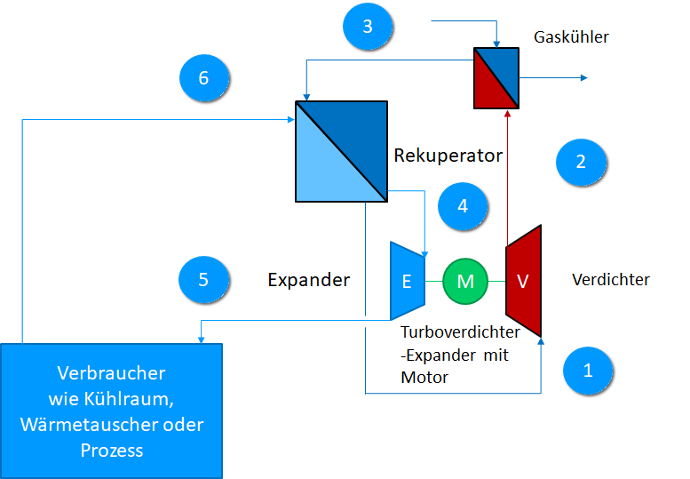
The HOF CryoBlizzard turbocompressor, oil-free and almost wear-free
The refrigeration circuit is driven by an air-bearing supported, oil-free turbo compressor–expander unit that runs with up to 88000 rpm and virtually no wear. The refrigeration medium is cooled in a heat transfer unit, integrated into the chiller. The air that is heated this way, is aspirated by the turbocharger and compressed (steps 1 to 2). Subsequently, the energy in the gas chiller is dissipated to the environment and cooled down (steps 2 to 3). In an inner heat transfer unit, the recuperator, the air is strongly cooled down (steps 3 to 4) and then relaxed for effective use in the expander (steps 4 to 5). This work is returned to compression. The energy is now absorbed through heating of the air in the cold medium/heat transfer unit (steps 5 to 6). After the air in the recuperator has been heated again (steps 6 to 1), it is aspirated by the compressor and the cycle starts anew.
With HOF CryoBlizzard - renewing existing systems as a retrofit or implementing new systems
The modular design enables the capacity of the HOF CryoBlizzard to be scaled up or down as needed. This allos its adaption from small freeze dryer units all the way to a central cooling system for complete factories. Existing plants can be retrofitted and new plants can be implemented. With the HOF CryoBlizzard, HOF has developed a future-proof solution for freeze drying and blast freezing which is not only safe for employees and the environment, but also sets new standards with regard to the quality and availability of the application. Therefore, the HOF CryoBlizzard is another alternative technology by HOF to solve the GWP-issue of synthetic refrigerants in the long-run.
If you have any questions on this topic, please do not hesitate to contact us using any of our contact details.



{kind=link}
{kind=link}
{kind=link}